028-85875880
028-85875880
思想決定未來,創(chuàng)造永無止境
齒輪加工工藝過程指的是從齒坯直到做成產(chǎn)品的生產(chǎn)過程;它由很多工序組成。各道工序都有相應(yīng)工藝方法與要求:如基準(zhǔn)、加工設(shè)備、加工余量、刀具、裝夾校正方法、檢測方法,手段等,按照工藝規(guī)程組織生產(chǎn)即可加工出設(shè)計圖紙要求的工件。根據(jù)工藝生產(chǎn)實踐,現(xiàn)將齒輪加工中的主要工序中的關(guān)鍵參數(shù)總結(jié)成工藝規(guī)范:
一、齒輪工藝孔規(guī)范
齒輪工藝孔設(shè)計是齒輪加工精度的重要保證。合理的齒輪工藝孔設(shè)計的原則是:工件裝夾平穩(wěn);變形小;不影響工件的設(shè)計強(qiáng)度;美觀。工裝的墊板及壓板盡可能接近加工受力部位,保證壓得緊、壓得穩(wěn)。各單位因滾齒機(jī)床型號不同,所以齒輪加工的工藝孔的要求及數(shù)量也不盡相同。HA,IIAPA設(shè)計的圖紙多不設(shè)計出工藝孔尺寸或提供的工藝孔數(shù)量與我公司齒輪加工機(jī)床不符.造成每次均需技術(shù)人員重新設(shè)計工藝孔。工程技術(shù)開發(fā)中心對此無統(tǒng)一明確的規(guī)定,再加上部分設(shè)計人員對工藝不甚了解,造成了設(shè)計制定的工藝孔不合理甚至于無法使用的狀況。
工程分廠每年加工齒輪近4000件,齒輪形式多樣,有大齒輪總成(焊接式)、小齒輪、齒輪軸、扁齒輪等。工程分廠目前的滾齒機(jī)床工作臺為六等分,其中ZFWE3150x30為十二等分,但實際使用主要為六等分。其他單位也有工作臺五等分、八等分結(jié)構(gòu)。所以很有必要制定一個齒輪加工工藝孔規(guī)范作為參照。
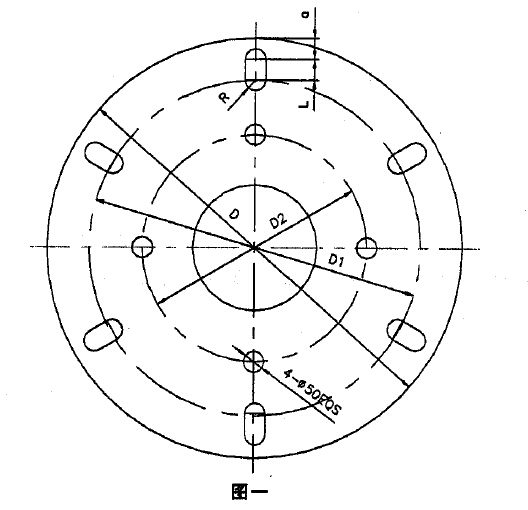
(一)焊接式輻板齒輪工藝孔尺寸:見圖一
輻板直徑 ‘P400一‘P550 ~p550一‘D800 ~p800一‘D1500 ~1500一‘p2000 >~2000
a 45-50 50 50—55 60 65
b 避開輪轂焊縫
L · ≥25—40 30—45 45—60 60—90 90—120
R 20 25 25 25 25—30
注:1、當(dāng)輻板厚度t~>25 mm,若空間尺寸不夠,可以割6一‘P50 nⅡn等分工藝孔。輻板直徑400
2、帶鍵槽齒輪直g~-<1800,當(dāng)d1~>950,需增加 4一‘p50插床工Egt,;且D2≤900。
3、帶鍵槽齒輪齒輪直徑≥1800,當(dāng)D1~>1150,需增加4一‘p50插床工Egt,;且D2≤1110。

版權(quán)所有:四川文林機(jī)械 ALL RIGHTS 蜀ICP備17033678號-1 
技術(shù)支持:中網(wǎng)互聯(lián)