028-85875880
028-85875880
思想決定未來,創造永無止境
硬齒面齒輪加工工藝分析:
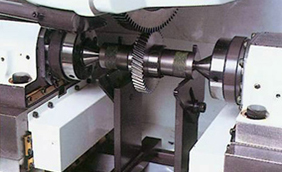
1.2 插齒加工
插齒也是廣為采用的切齒方法,它用形狀為齒輪或齒條的插齒刀具,它與被加工齒輪按一定的速度做嚙合運動的同時,刀具沿齒長方向作往復運動形成切削加工,特別適合于加工內齒輪喝多聯齒輪。硬齒面齒輪的精插削是指采用硬質合金插齒刀精加工熱處理后、硬度為HRC45~64的硬齒面齒輪。硬齒面插齒刀的研制,國外起步較早,現已進入應用階段。國內開始于20世紀80年代中期,例如我國內蒙古第一機械制造廠采用758刀片制造的壓配式插齒刀(采用平前刀面)加工硬度HRC60的齒輪達到8級精度;成都工具研究所采用AA級硬質合金插齒刀加工HRC45~62的硬齒面齒輪,加工精度可達6~7級,Ra達0.4~0.8um。
硬齒面插齒加工具有下列優點:1、對于硬齒面的直齒外齒輪、內齒輪、雙聯(三聯)或帶臺肩齒輪都能方便地進行加工。2、工藝過程簡單、操作方便、效率高、成本低。
上一篇:齒輪加工工藝設計剖析
下一篇:專用齒輪加工機床有什么優勢