028-85875880
028-85875880
思想決定未來,創(chuàng)造永無止境
齒輪作為傳遞運動和動力的基礎(chǔ)元件,具有十分重要的功用。當(dāng)前齒輪的發(fā)展趨勢是以硬齒面代替軟齒面,硬齒面齒輪室指齒面硬度大于HRC40的齒輪,它承載能力大,體積小,重量輕,壽命長,相對使用成本低,傳動質(zhì)量好;然而齒輪經(jīng)過淬硬處理,不可避免地產(chǎn)生變形,使齒輪精度普遍降低1~2級甚至更多,造成齒輪副傳動時噪聲大、效率低。因此,硬齒面齒輪的精加工工藝成為齒輪加工技術(shù)發(fā)展的主導(dǎo)方向。近年來,國內(nèi)外都對硬齒面齒輪加工進行了大量研究,致力于如何高效率和低成本來實現(xiàn)硬齒面齒輪的精加工。
一、硬齒面齒輪加工技術(shù)
目前,硬齒面齒輪的加工技術(shù)有:切削類有硬質(zhì)合金滾刀滾齒,硬質(zhì)合金插齒刀插齒、硬質(zhì)合金剃齒刀剃齒;磨齒類有磨齒和珩齒等。
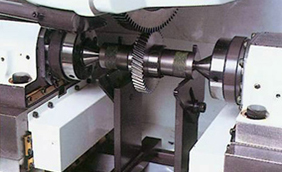
滾齒是一種高效的、應(yīng)用廣泛的齒廓加工方法,是依照交錯軸斜齒輪齒合原理進行加工的,過去主要用于軟齒面加工。目前,通過提高滾齒機剛性,采用高性能高速鋼,硬質(zhì)合金和先進的刀具涂層技術(shù),硬齒面滾齒工藝已廣泛用于模數(shù)為2~40、齒面硬度為HRC40~64的硬齒面圓柱齒輪的半精滾和精滾加工,可作為磨前預(yù)加工,可以去掉淬火變形量,縮短磨齒工時,降低磨齒加工成本,且無磨削燒傷或裂紋,還可硬化齒面,提高齒輪的疲勞強度。國外硬齒面滾齒精度可達6級,國內(nèi)可達7~8級,硬齒面滾齒表面粗糙度可達Ra0.63~1.25um,甚至更低。滾齒的缺點是不能切制內(nèi)齒輪及多聯(lián)齒輪。硬齒面滾齒齒形修正靠修正刀具來完成,齒向修行靠滾齒機數(shù)控系統(tǒng)控制工作或刀具兩坐標聯(lián)動實現(xiàn)圓弧插補。
相關(guān)產(chǎn)品介紹:大齒輪加工傘齒齒輪箱直齒斜齒齒圈
上一篇:齒輪發(fā)展的中期
下一篇:齒輪加工工藝設(shè)計剖析

版權(quán)所有:四川文林機械 ALL RIGHTS 蜀ICP備17033678號-1 
技術(shù)支持:中網(wǎng)互聯(lián)