028-85875880
028-85875880
思想決定未來,創造永無止境
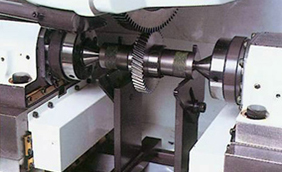
齒輪加工工藝過程分析:
1、基準的選擇
對于之論加工基準的選擇常因齒輪的結構形狀不同而有所差異。帶軸齒輪(軸輪)主要采用頂點孔定位;對于空心軸,則在中心內孔鉆出后,用兩端孔口的斜面定位;孔徑大時則采用錐堵。頂點定位的精度高,且能作到基準重合和統一。對帶孔齒輪在齒面加工時常采用以下兩種定位、夾緊方式。
所以,為減少定位誤差,提高齒輪加工精度,在加工時應滿足以下要求:
1)、應選擇基準重合、統一的定位方式;
2)、內孔定位時,配合間隙應近可能減少;
3)、定位端面與定位孔或外圓應在一次裝夾中加工出來,以保證直度要求。
2、齒輪毛坯的加工
齒面:加工前的齒輪毛坯加工,在整個齒輪加工過程中占有很重要的低位,因為齒面加工和檢測所用的基準必須在此階段加工出來,同時齒坯加工所占工時的比列較大,無論從提高生產率,還是從保證齒輪的加工質量,都必須重視齒輪毛坯的加工。
3、齒輪加工過程中的熱處理要求
在齒輪加工工藝過程中,熱處理工序的位置安排十分重要嗎,它直接影響齒輪的力學性能及切割加工性。一般在齒輪加工中進行兩種熱處理工序,即毛坯熱處理和齒形熱處理。
上一篇:齒輪加工產品如何減少淬火變形和開裂
下一篇:齒輪發展的中期